




|
数控机床超程时如何能自动停下来?
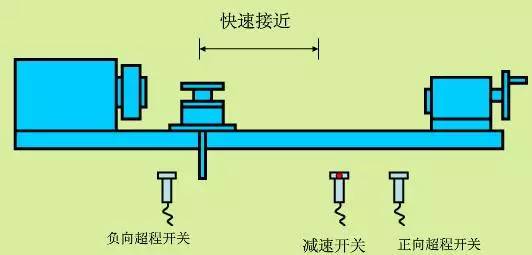
数控机床因大小不同,运动行程(travel limit)各不相同,但操作者不用担心机床跑到不该去的地方,即,数控系统能够进行自动超程检测,这是CNC系统的基本功能之一。当然,这得机床厂家(MTB)预先设置好。 数控机床坐标轴行程的设置原则应保证其得到充分利用,使机床获得最大的加工范围。参考点是行程一端(正向)的极限点,行程另一端(负向)的极限点则设在机床出厂规定的行程处。 数控机床坐标轴的行程必须采取多重保护措施,确保机床在工作过程中不发生超程(overtravel)事故。行程极限点的设置可靠与否,直接关系机床的安全保护和经济效益。 什么是软限位?什么是硬限位? 当机床位置值超出机床参数设定的范围时(一般设在机床最大行程处),机床将自动减速并停止移动,并出现相应的报警。这种靠参数设定、CNC自动判断进行超程检测的方法称为软(件)限位,也称为存储行程极限(stored limit)。 然而,如果伺服反馈系统发生故障,CNC无法检测到实际位置,则机床将不识软限位值而继续移动,这是不允许的。为此,必须总是安装行程开关(limit switch,如图所示),作为超程信号,迫使机床停下来,这称为硬(件)限位。
如图所示,坐标轴左边安装了负方向限位行程开关,右边安装了正方向限位行程开关,中间为正向返回参考点的减速开关(参考点的位置通常都设在各轴的正向行程极限附近,也有厂家将个别轴设在负向极限附近)。
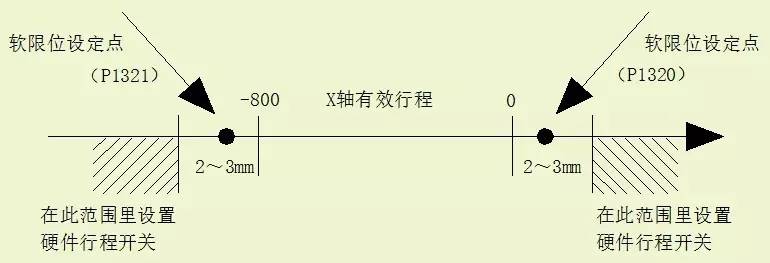
软限位即参数设定限位,硬限位即行程开关限位,两道保护“防线”,缺一不可。软限位的设定不能超出机床的硬限位范围,否则机床的软限位功能不起作用。 如何设定软限位点? 软极限通常设在行程外0.5~1mm处,在CNC参数PRM No.1320和1321中分别设定正负向极限坐标值。 设定例1:在立加VMC850中,参考点坐标为0,以X轴为例,软限位设定点如图所示。
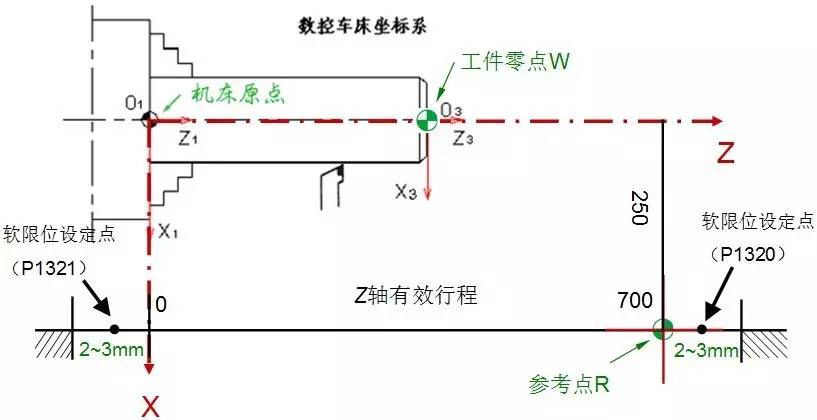
根据该机床的规格数据(三轴行程分别为800, 500, 610),设定如下: PRM No.1320:各轴正向软件限位坐标值(单位:mm) X 1.000 Y 1.000 Z 1.000 PRM No.1321:各轴负向软件限位坐标值(单位:mm) X -801.000 Y -501.000 Z -611.000 设定例2:在某数控车床中,参考点坐标为行程最大值,以Z轴为例,软限位设定点如图所示。
根据该机床的规格数据(两轴行程分别为250, 700),设定如下: PRM No.1320:各轴正向软件限位坐标值(单位:mm) X 251.000 Z 701.000 PRM No.1321:各轴负向软件限位坐标值(单位:mm) X -1.000 Z -1.000 注意:只有在机床参考点已建立的前提下,设定软限位参数才有意义。 |


|
|











